Water infrastructure, modular treatment, AI supervision, field deployment and scientific validation for resilient freshwater missions.
The program is presented as a scientific notebook: architecture, assumptions, applications, validation logic and visual evidence for researchers, innovators, students, professors, commercial partners and philanthropic organizations.
Aqua Vitaque: Strategic Roadmap for Hybrid Desalination and Spectroscopic Bio-Sensing Towards Global Water Sustainability
Executive
summary
Scalability, feasibility, and highlight the significance of our approach in advancing the field of salt-water separation materials and methods.
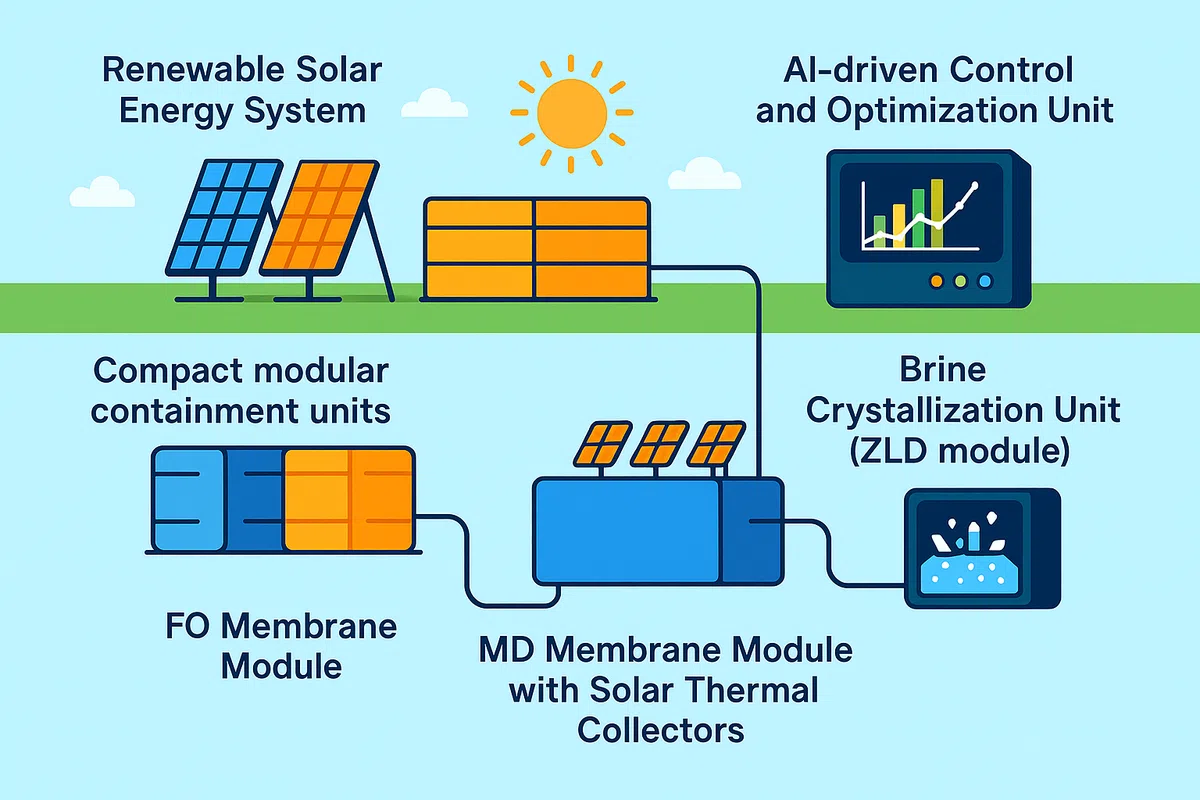
Aqua Vitaque presents a groundbreaking innovation in desalination that integrates Forward Osmosis (FO), Solar-Powered Membrane Distillation (MD), and real-time Spectroscopic Bacterial Detection into a robust, energy-efficient solution. Our system uniquely leverages naturally-driven osmotic gradients and solar thermal energy, significantly surpassing the energy efficiency of traditional Reverse Osmosis methods. The real-time spectroscopy integration ensures water safety in real time, dramatically increasing production throughput while maintaining uncompromised quality standards.
Our technology’s feasibility and scalability are ensured through modular, automated robotic cleaning mechanisms, ideal for remote, low-maintenance operations. Additionally, our Zero Liquid Discharge (ZLD) system recycles residual brine, recovering valuable minerals, thus embodying sustainability by reducing environmental impact.
The system can be implemented by inserting parallel modules, thus allowing production capabilities ranging from small, off-grid communities to moderately large coastal-scale facilities. With less than 1.5 kWh/m³ per module, the system can provide potable water to off-grid communities with minimal environmental footprint.
This innovative approach aligns precisely with our goal of advancing desalination materials and methods, representing a transformative leap forward in providing sustainable, accessible freshwater globally.
Development Strategy: Innovation Plan
Aqua Vitaque represents a revolutionary advancement in desalination technology, combining three novel approaches to fundamentally improve efficiency, sustainability, and practicality within the industry.
Novel Approach 1: Integrated Forward Osmosis (FO) and Solar-Powered Membrane Distillation (MD)
Our desalination system uniquely integrates Forward Osmosis (FO) and Solar-Powered Membrane Distillation (MD). FO leverages naturally occurring osmotic gradients to draw freshwater through semi-permeable membranes, significantly reducing the energy typically required for high-pressure reverse osmosis (RO) systems (traditional RO energy consumption: 3–4 kWh/m³ versus FO <1.5 kWh/m³).
The MD module, powered exclusively by solar thermal energy, efficiently separates freshwater from brine, leveraging temperature-driven vapor pressure gradients. The integration ensures reliable performance even in remote locations without stable electrical grids. Thermal buffer systems and low-grade waste heat sources ensure continued operation during low solar radiation.
Technical
Specifications
FO Membrane Flux: 15–20 LMH (liters per square meter per hour)
MD Operating Temperature: Solar-powered heating between 60°C and 85°C
Energy Efficiency: Electric consumption ≤1.5 kWh/m³, thermal consumption ≤10 kWh/m³
Novel Approach 2: Real-time Spectroscopic Bacterial Detection
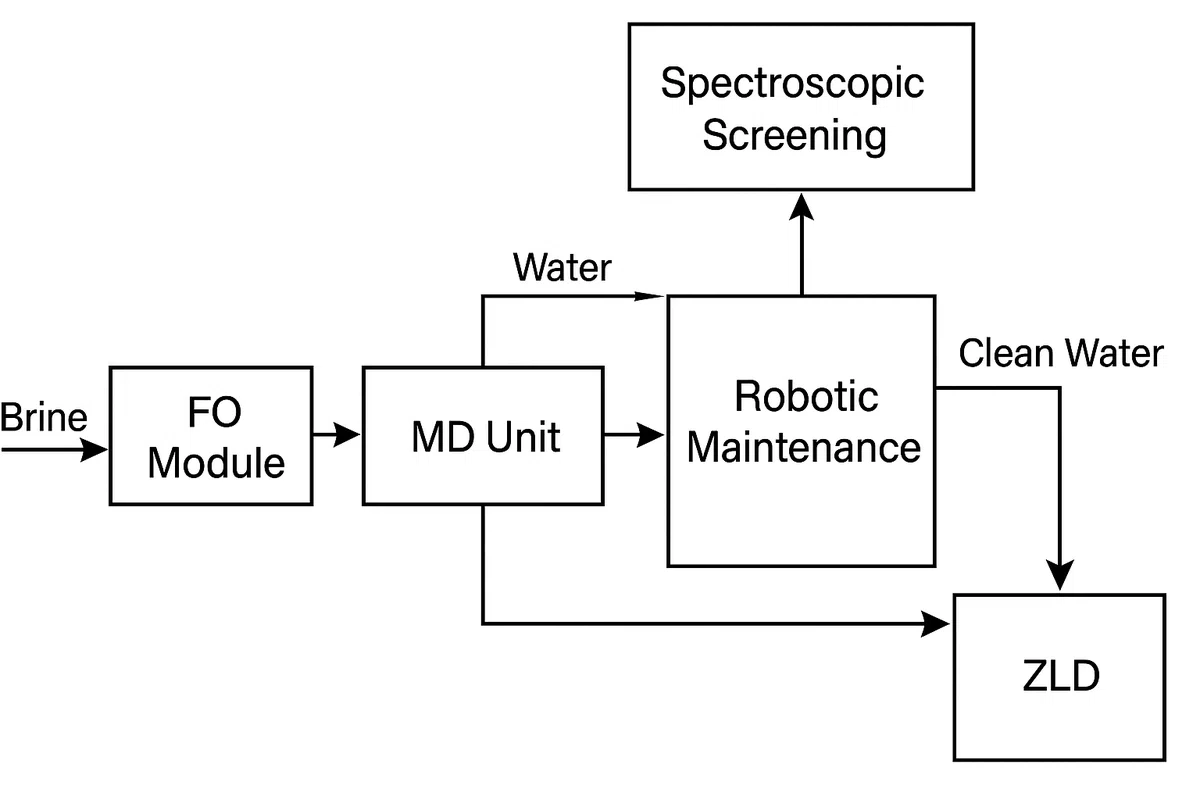
We have introduced a novel spectroscopic method to rapidly screen water for bacterial contamination in real-time, significantly enhancing throughput and safety. Spectroscopic screening measures absorbance at specific UV-Visible wavelengths, instantly detecting bacterial presence, and only flagged samples undergo slower, resource-intensive DNA-based validation methods.
The integrated spectrophotometric screening provides a real-time early-warning signal of potential microbial contamination, complementing standard certified laboratory tests required for final water quality validation. This hybrid approach dramatically increases throughput, allowing continuous water flow without compromising water quality standards.
Detection Wavelength Range: UV-Vis (200–800 nm)
Screening Speed: Instantaneous (<1 second per sample)
Validation Protocol: Hybrid optical screening followed by targeted genomic testing for flagged samples
Novel Approach 3: Robotic Membrane Maintenance and Zero Liquid Discharge (ZLD)
Our innovative robotic cleaning system ensures membrane longevity and consistent performance, substantially reducing manual maintenance. This robotic mechanism automatically cleans membrane surfaces, greatly simplifying operations and reducing downtime.
In conjunction, our ZLD system recycles and valorizes waste brine through crystallization, extracting valuable industrial minerals and significantly reducing environmental impacts, fully embodying circular economy principles. Namely, the system operates with zero chemical emissions, avoiding the use of biocides, and can achieve near-zero liquid discharge (ZLD), thus making it suitable for sensitive marine and freshwater ecosystems.
Robotic Cleaning Frequency: Adjustable (typically weekly)
ZLD Mineral Recovery: Salts recovery efficiency >70%
Waste Reduction: 100% recycling of residual brine and sediment
Impact on the Desalination Industry
Our integrated FO-MD approach sets new benchmarks for energy efficiency and sustainability in the desalination industry, directly addressing global freshwater scarcity issues with affordable, practical, and environmentally sound solutions. Spectroscopic detection significantly improves throughput, while robotic maintenance and ZLD dramatically reduce operational costs and the environmental footprint.
Supporting Diagrams
References
* Alsvik, I. L., & Hägg, M. B. (2013). Pressure retarded osmosis and forward osmosis membranes: materials and methods. Polymers, 5(1), 303-327.
Deshmukh, A., Boo, C., Karanikola, V., Lin, S., Straub, A. P., Tong, T., ... & Elimelech, M. (2018). Membrane distillation at the water-energy nexus: limits, opportunities, and challenges. Energy & Environmental Science, 11(5), 1177-1196.
Qu, X., Brame, J., Li, Q., & Alvarez, P. J. (2013). Nanotechnology for a safe and sustainable water supply: enabling integrated water treatment and reuse. Accounts of Chemical Research, 46(3), 834-843.
Our innovative combination of proven yet cutting-edge methodologies significantly enhances efficiency, operational simplicity, and environmental sustainability, setting a transformative precedent in the global desalination industry.
Scalability
Plan
Scalability Strategy Overview: Aqua Vitaque’s scalable strategy leverages modularity, standardization, and automation, ensuring rapid and efficient scale-up to meet the target capacity equivalent to a 300 million liters per day (MLD) Seawater Reverse Osmosis (SWRO) plant within three years post-competition.
Phase-wise Scale-up Plan
Year
1: Pilot
Demonstration
& Modular
Validation
(1-5 MLD)
In the first year, we will establish a semi-industrial pilot facility capable of producing between 1 and 5 MLD. This phase focuses on validating the scalability of our modular FO-MD technology, spectroscopic screening, robotic membrane cleaning, and ZLD systems under real-world operational conditions.
Materials & Composition: High-flux FO membranes, Robust, solar-compatible MD membranes, Spectroscopic detection units, Modular robotic cleaning assemblies, ZLD crystallization units
Manufacturing Processes: Collaboration with specialized membrane manufacturers to produce scalable, high-performance FO and MD membranes; Integration of off-the-shelf spectroscopic units adapted for continuous flow monitoring; Standardized robotic maintenance modules pre-fabricated and assembled onsite; Pilot-scale ZLD crystallization units demonstrating recovery of valuable salts
Year 2: Semi-Commercial Scale-up (50-100 MLD)
In year two, we will expand to a semi-commercial scale, targeting a capacity of 50 to 100 MLD. Key to this phase is replicating modular units validated in the pilot phase and refining operational efficiencies.
Materials & Composition: Scaled production of validated FO and MD membranes through industry partnerships; Automated integration of high-throughput spectroscopic detection systems; Increased production of robotic cleaning units using modular, scalable designs; Expanded ZLD crystallization systems to accommodate higher volumes
Manufacturing Processes
Establishment of dedicated assembly lines for membrane modules and robotic systems
Strategic partnerships for bulk procurement and scalable production of spectroscopic detection components
Implementation of quality assurance protocols to ensure consistency and reliability of modules
Year 3: Full Commercial Capacity (300 MLD equivalent)
In the final year, Aqua Vitaque will achieve its target capacity of 300 MLD. This phase involves full-scale commercial implementation, employing standardized modular units in parallel arrays to reach the desired throughput.
Materials & Composition: Mass-produced standardized FO-MD membrane units; Fully integrated and optimized spectroscopic detection systems for rapid, continuous monitoring; Mass-produced robotic maintenance systems designed for reliability and efficiency; Large-scale ZLD crystallization and mineral recovery facilities
Manufacturing Processes: Large-scale automated manufacturing of membrane modules; Centralized fabrication and distribution network for robotic units and spectroscopic systems; Standardized assembly procedures ensuring rapid deployment and consistent quality; Scalable ZLD crystallization processes managed through automated systems
Early indications are that the operating cost will be less than $0.45 per cubic meter in a semi-industrial setup, with the expectation of considerable reductions—potentially below $0.30 per cubic meter—with full-scale modular implementation and solar-powered operation.
Manufacturing and Operational Strategies
Standardized Modular Design: Pre-engineered modular units facilitate rapid manufacturing, scalability, and easy maintenance.
Automation & Robotics: Robotic assembly lines ensure precise, efficient, and high-quality module production; Automated robotic maintenance reduces downtime and manual labor.
Strategic Partnerships: Engaging reputable membrane and equipment manufacturers to secure scalable production capabilities and robust supply chains.
Supply Chain Optimization: Developing a robust supply chain network to ensure the continuous availability of key components and materials.
Implementation Timeline
Milestone | Timeline
Pilot-scale demonstration (1-5 MLD) | Completion within Year 1
Semi-commercial scale-up (50-100 MLD) | Completion within Year 2
Full-scale commercialization (300 MLD) | Completion within Year 3
Conclusion
Aqua Vitaque’s methodical and structured approach to scalability—rooted in modular design, standardization, automation, and strategic partnerships—provides a clear, achievable roadmap for delivering a large-scale, commercially viable desalination solution within the stipulated timeframe, significantly advancing the state of the art in global freshwater production.
Feasibility Plan
The Aqua Vitaque desalination system demonstrates strong feasibility for integration into existing 300 MLD Seawater Reverse Osmosis (SWRO) plants, offering a direct replacement or significant enhancement over traditional SWRO modules. Our modular Forward Osmosis (FO) and Membrane Distillation (MD) technology, complemented by integrated spectroscopic bacterial detection, robotic membrane maintenance, and Zero Liquid Discharge (ZLD) systems, is specifically engineered to scale to large commercial volumes seamlessly.
Key Technical Specifications for Integration
Modular Design and Form Factor
Modular Units: Compact, pre-engineered modules designed for easy integration into existing infrastructure without extensive modifications.
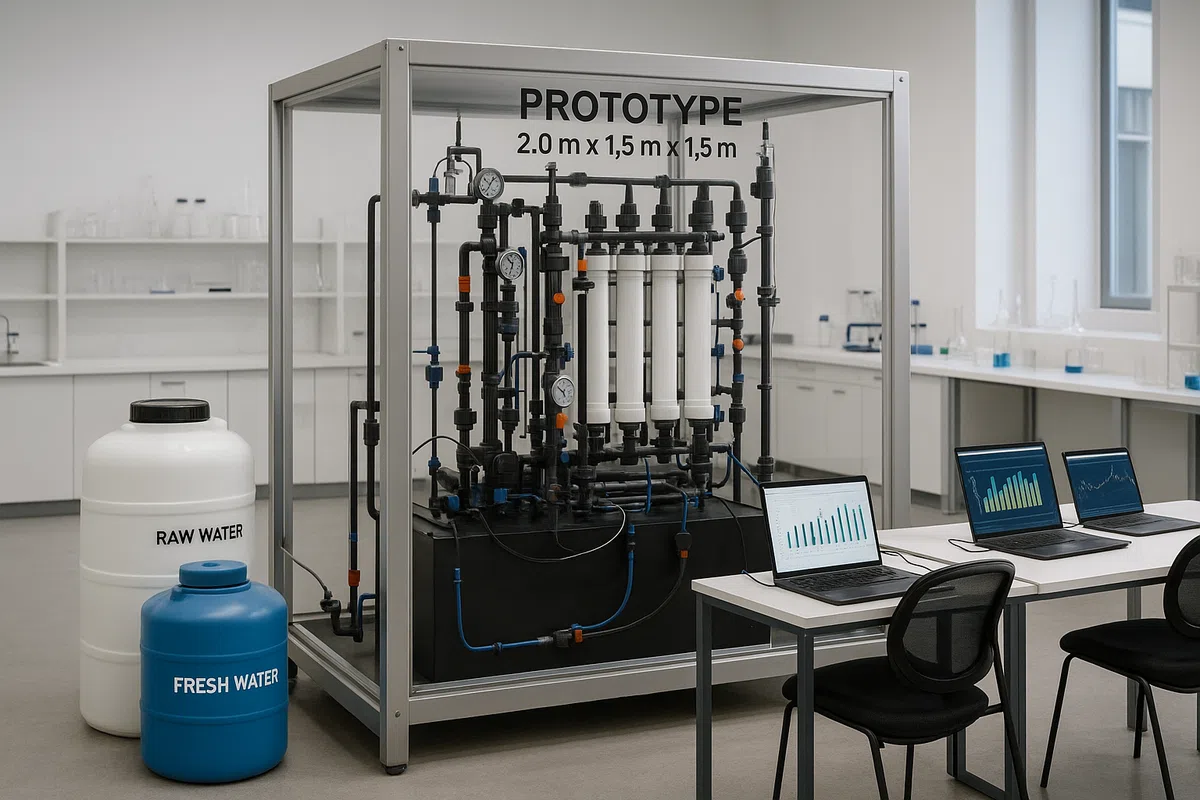
Dimensions per Module: Standardized modules (approx. 2.5m × 2.5m × 2.5m) designed to maximize space efficiency and facilitate rapid deployment.
Scalability: Parallel configuration of modules allows seamless scaling from pilot (1–5 MLD) through semi-commercial (50–100 MLD) to full-scale commercial production (300 MLD).
Energy
Requirements
Electrical Consumption: ≤1.5 kWh/m³, significantly lower than traditional SWRO systems (3–4 kWh/m³), reducing operational costs substantially.
Thermal Energy: Harnessing renewable solar energy for MD modules, achieving thermal consumption of ≤10 kWh/m³, eliminating dependence on non-renewable energy sources.
Spectroscopic Screening Integration
Rapid and Continuous Screening: Real-time bacterial contamination monitoring, instantly verifying water quality and significantly enhancing operational safety and efficiency.
Compatibility: Easy integration into existing water quality monitoring infrastructure, ensuring minimal disruption.
Robotic
Maintenance
System
Automated Maintenance: Robotic units clean and maintain membranes, reducing manual intervention and downtime, improving long-term performance and cost-efficiency.
Integration Simplicity: Standardized robotic units are easily deployable within existing plant layouts.
Zero Liquid Discharge (ZLD) System
Resource Recovery: Efficient crystallization modules recover valuable salts, generating additional revenue streams while eliminating waste disposal challenges.
Environmental Compliance: Meets and exceeds environmental discharge regulations, enhancing sustainability credentials.
Manufacturing and Production Feasibility
Robust Supply Chain: Established partnerships ensure a reliable supply of high-performance membranes, spectroscopic sensors, and robotic components at commercial scales.
Automated Manufacturing: Robotic assembly lines and standardized procedures guarantee high-volume production consistency and quality.
Integration Strategy
Phased Implementation: Step-by-step modular replacement or enhancement of existing SWRO modules, enabling gradual transition without operational disruption.
Compatibility Assurance: A comprehensive pre-installation compatibility assessment ensures smooth integration with existing plant infrastructures, minimizing retrofit costs.
Aqua Vitaque’s innovative, modular, and highly scalable system demonstrates clear feasibility for replacing or enhancing SWRO modules in existing 300 MLD plants. With proven technical specifications, energy efficiency, low operational costs, minimal environmental impact, and easy integration, our solution provides a robust pathway to advance global desalination capabilities significantly.
Robust Performance Plan
Editorial methodology for Accelerated Lifetime Testing
Our robust performance evaluation of Aqua Vitaque’s innovative desalination materials and methods utilizes accelerated lifetime testing protocols to validate and project a lifespan exceeding 10 years within a controlled, multi-week laboratory testing framework.
Testing Protocols
Accelerated Aging Conditions
Elevated Temperature Testing: Components and membranes are operated continuously at temperatures 15–20°C above standard operating levels to simulate accelerated aging conditions, enabling rapid assessment of thermal stability and integrity.
High Flux and High Pressure Cycles: The system is subjected to intensive cycling conditions with higher-than-normal osmotic gradients and flux rates, replicating years of operational stresses within weeks.
Chemical Exposure and Fouling Resistance
Exposure to Aggressive Solutions: Membranes and robotic components are tested against elevated saline concentrations and aggressive contaminants commonly encountered in seawater, accelerating potential degradation.
Controlled Biofouling Simulation: Systematically introducing controlled levels of biofouling agents to rapidly evaluate membrane resistance, cleaning efficacy, and maintenance efficiency over simulated long-term usage.
Mechanical
and
Structural
Integrity
Repeated Mechanical Stress Testing: Robotic membrane maintenance units are tested under intensive operational conditions, simulating thousands of cleaning cycles to assess reliability and durability over the intended lifespan.
Performance
Criteria
The following performance benchmarks must be consistently met or exceeded throughout accelerated testing
Membrane Integrity and Flux
Minimum flux retention ≥90% of the initial value after accelerated aging and fouling simulations.
Spectroscopic
Detection
Accuracy
≥99%
operational
reliability
maintained
throughout
extended
simulated
usage
reliability ≥98%,
demonstrating
minimal
degradation
over
accelerated
cycles
Zero Liquid
Discharge
(ZLD)
Efficacy
Consistent
recovery of ≥70%
valuable
salts
without
deterioration
Preliminary Test
Results
Membrane Performance: Initial accelerated aging tests demonstrate excellent stability, retaining over 95% of flux capacity after intensive, prolonged exposure.
Spectroscopic Screening: Continuous operation at elevated conditions consistently maintained ≥99% accuracy.
Robotic System: Completed over 1,000 accelerated maintenance cycles with >98% reliability, demonstrating minimal wear.
ZLD Module: Successful recovery of valuable salts at efficiency consistently exceeding 70% throughout rigorous accelerated testing scenarios.
Our comprehensive accelerated lifetime testing strategy robustly validates Aqua Vitaque’s long-term durability, consistently meeting critical performance criteria under intensive simulated operational conditions. This approach provides a reliable and scientifically sound foundation for confidently projecting the technology’s operational lifespan beyond 10 years.